O processo de fundição de precisão, também conhecido como "investment casting" ou fundição de cera perdida, é uma forma econômica de se fabricar componentes próximos de sua forma final, com precisão e bom acabamento superficial em, virtualmente todos os tipos de liga metálica. É um processo industrial com rígidos e refinados controles em cada etapa de fabricação.
Ferramental
O processo inicia com a criação do ferramental desenvolvido de acordo com o projeto de engenharia da peça. Produzidos em ferramentaria própria ou com empresas parceiras, que permita ter produtividade, rapidez, precisão e baixo custo final.
Árvore em cera ou cacho
O primeiro processo na fabricação das peças microfundidas é a injeção da peça em cera especial, permitindo tolerâncias mínimas e acabamento perfeito. Após, as peças em cera são acopladas a um suporte em cera, que passa a ser denominado de árvore ou cacho.
Revestimento
Após os cachos entram no processo de revestimento em sala climatizada, onde recebe uma série de banhos para construção de camadas refratárias, respeitando os tempos de secagem de cada um, para formarem um molde cerâmico capaz de suportar as tensões do processo de fundição.
Desceragem e calcinação
Após a completa secagem os cachos no revestimento, eles são encaminhados para a desceragem. Processo no qual a cera do interior é retirada dentro de uma autoclave tornando os cachos ocos.
A cera eliminada será direcionada para um sistema de reaproveitamento, onde será devidamente recuperada e reutilizada no processo.
Em seguida são inseridos nos fornos em altas temperaturas – 950°C até 1050°C – para preparação ou cura da casca cerâmica, promovendo a resistência e rigidez necessário aos moldes.
Fusão
Os cachos incandescentes que saem do forno são colocados em uma esteira de areia para receberem o vazamento do metal líquido. A preparação da liga metálica é realizada seguindo rígidos critérios metalúrgicos e químicos, conforme norma e composição química de cada aço.
Desoldagem/martelete
Após o resfriamento total do metal as cascas cerâmicas são submetidas à impactos controlados, que são responsáveis por quebrar a cerâmica liberando as peças metálicas (martelete).
Acabamento
No acabamento as peças são cortadas do cacho e separadas em unidades, colocadas na granalha de aço para remoção de resíduo, lixadas e jateadas para serem encaminhadas para inspeção final.
Inspeção final / Expedição
Realizada inspeção em 100% das peças com rigor máximo para atender toda qualidade exigida pelo cliente.
Após as peças serem inspecionadas, produto está pronto a ser enviado para o cliente.
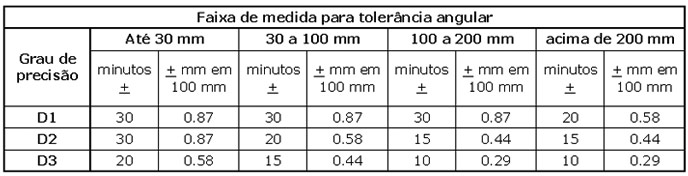
Tabela I:
Faixas de Medida para Tolerância Angular.
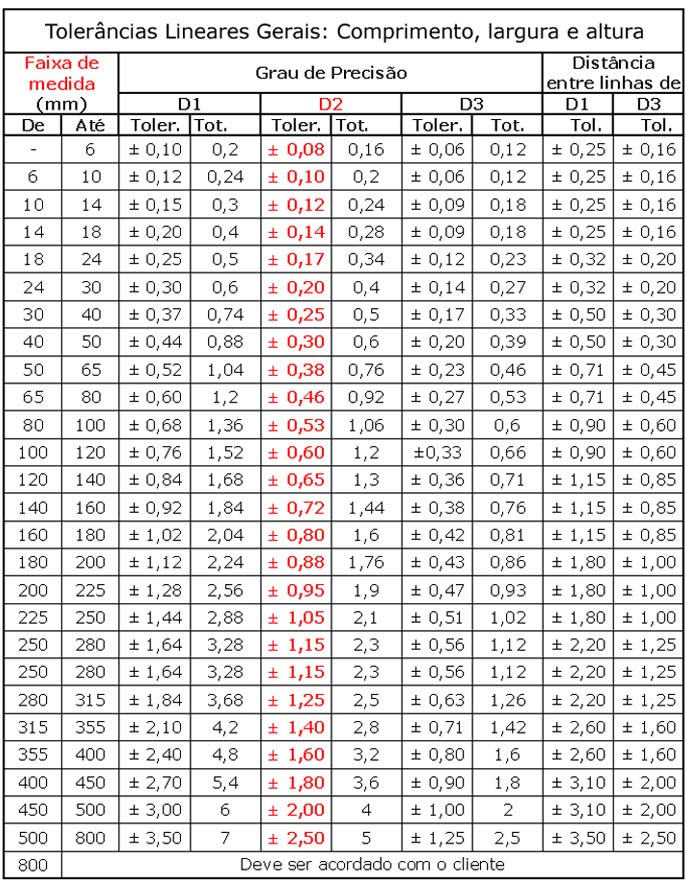
Tabela II:
Tolerâncias Lineares Gerais.
Benefícios
• Possibilidade de produção/reprodução em série de peças complexas que são difíceis ou impossíveis de obter em processos convencionais de fundição ou por usinagem;
• Quanto mais complexo o formato da peça, mais econômico será o seu desenvolvimento através deste processo;
• Ciclo de produção da peça é mais rápido devido à redução de operações;
• Eliminação de operações de usinagem para o cliente;
• Aparência, rugosidade e acabamento superficial excelentes;
• Obtenção de maior precisão dimensional e superfícies mais macias e bem acabadas;
• As peças podem ser produzidas praticamente acabadas, necessitando de pouca ou nenhuma usinagem;
• O processo permite um rigoroso controle do tamanho e contornos dos grãos. Solidificação direcional e orientação granular, o que resulta em controle mais preciso das propriedades mecânicas;
• Peso reduzido e estreita tolerância dimensional;
• Redução de custos.
Materiais
A Qualisteel trabalha com os seguintes tipos de materiais: